国际标准(ISO9606-1)焊工考试项目制定解析

摘要:依据钢的熔化焊焊工考试标准ISO9606-1(2017),解析如何制定焊工考试项目,旨在帮助企业正确解读ISO 9606-1标准并制定合理的焊工考试项目,从而满足企业焊接体系认证对人员资质的要求。从焊工考试标准的选择、焊接方法的选择、试件的类型的考虑、焊缝类型、母材及焊接填充材料的覆盖范围、对接焊缝熔覆金属厚度覆盖范围、角接焊缝材料厚度的覆盖范围、管子外直径覆盖范围、焊接位置的考虑以及焊缝的细节等方面进行综合细致的分析,并结合具体实例,企业焊接相关负责人员可以根据具体分析结果选择合理且正确的焊工考试项目,以达到最佳的经济性。
关键词:国际标准ISO9606-1;焊工资质考试;项目制定
0 前言
随着国际经济技术一体化的迅速发展,经济全球化成为大趋势,各行各业越来越需要专业知识、技能水平达到标准化和国际化的技能人才,而焊接作为制造业中非常重要的环节,国际化焊接技能人才在各个以焊接为主的制造业中起到了举足轻重的地位,培养造就一批符合现代化制造业所需的、具有国际化资质的技能人才成为企业进军国际市场、参与国际市场竞争的重要战略举措。对于具有国际化资质认证的企业,如焊接体系认证ISO3834-2《金属材料熔化焊焊接质量要求——完整质量要求》规定其焊工需持有ISO9606焊工资质证书,而焊工考试的项目制定也尤为重要,如当依据ISO9606-1(2017)[1]《金属材料熔化焊焊工考试标准——钢》制定焊工考试项目时需要根据产品类型特点综合考虑众多因素,如焊接方法、填充材料种类、材料厚度、焊接位置、焊缝细节等多项因素,如果考虑欠缺则可能导致考试项目不足而未满足项目要求,进而导致焊工处于无资质工作状态,或者可能导致考试项目过多进而对企业造成不必要的浪费。
1 ISO9606-1焊工资质证书示例
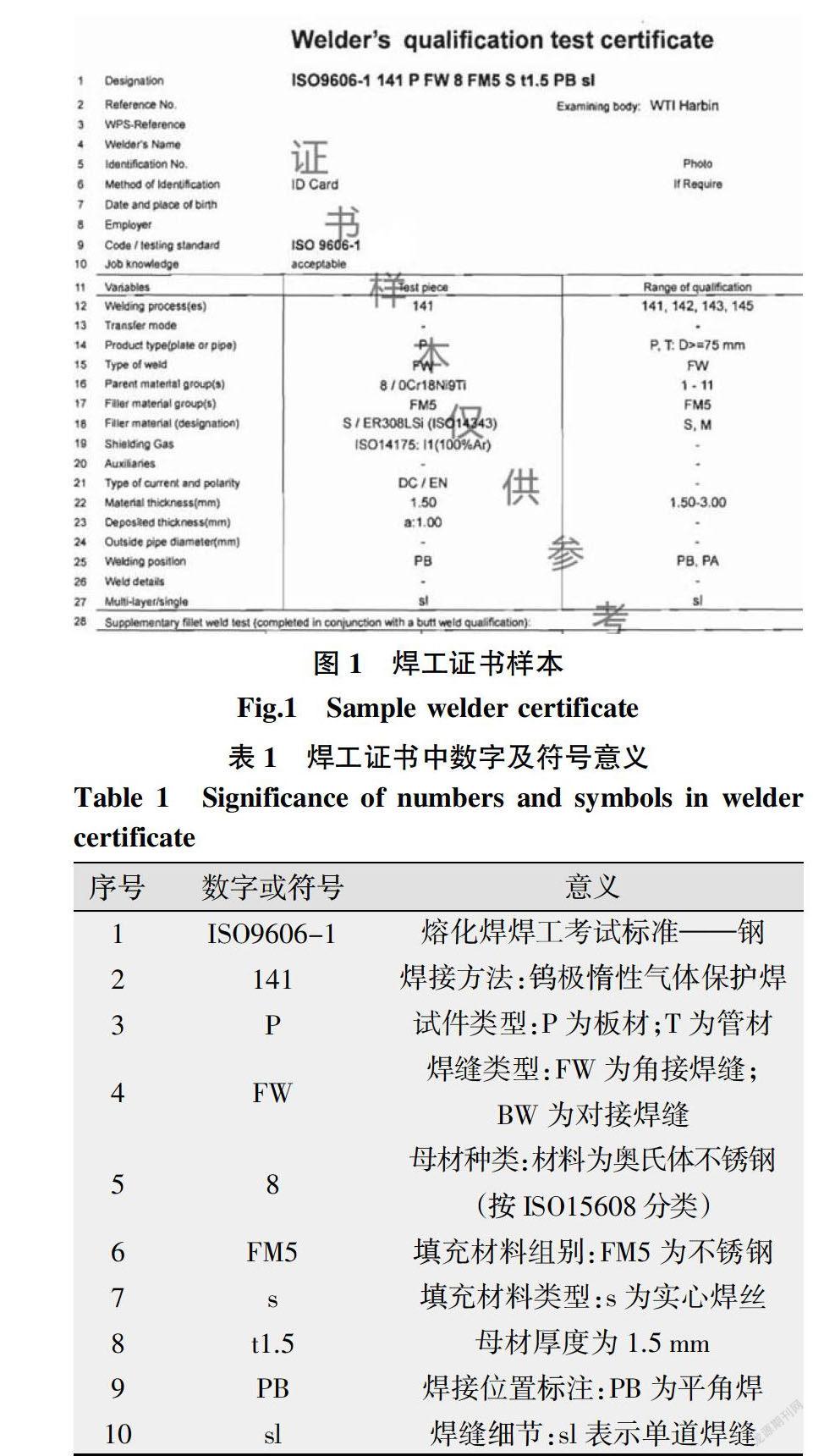
焊工按照既定项目进行考试,考试合格后将会颁发对应项目的焊工资质证书,如图1所示,了解证书中的数字和符号所代表的意义有助于企业负责人掌握内部焊工资质范围,若增加新项目时可以在现有资质基础上合理的选择增加新的资质,证书中的数字及符号意义如表1所示(表中未出现的数字和符号可查标准原文)。
2 焊工考试项目制定
制定焊工考试项目时,需要根据企业产品的材料种类、焊接方法种类、焊接接头的类型、填充材料种类、焊材类型、母材厚度、焊接位置以及焊缝细节等因素进行综合考虑,考虑宗旨是适合企业而不是追求最全的覆盖,现以表1中的示例序号顺序一一进行解读。
2.1 焊工考试标准的选择
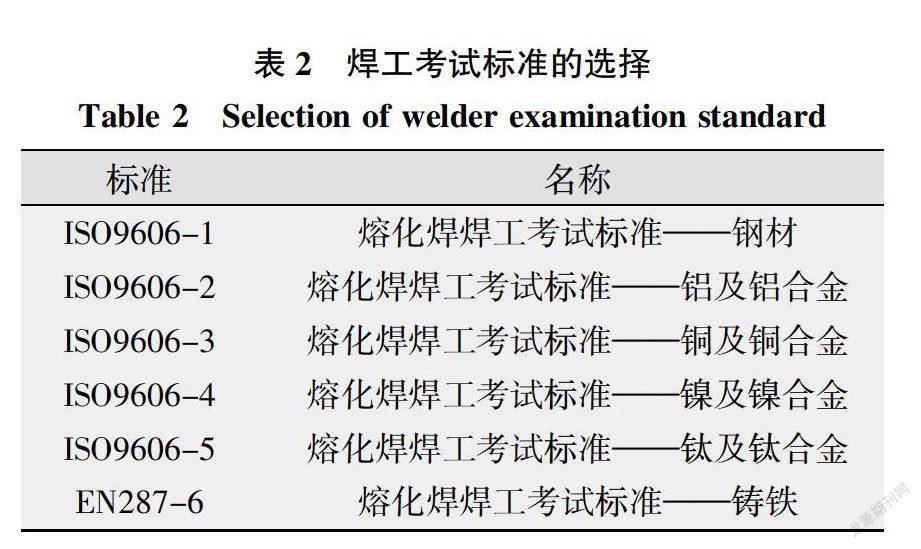
熔化焊焊工考试标准的选择主要是依据母材材料的种类而定,不同大类的材料依据不同的考试标准来执行,如钢材的熔化焊焊工考试标准是依据ISO9606-1执行。由于不同的标准中所涉及的覆盖范围和考试要求是不一样的,所以在最初考虑选择哪个标准来制定焊工考试项目成为关键,焊工考试标准的选择如表2所示。
2.2 焊接方法的选择
ISO9606-1所涉及的焊接工艺方法包括手工和半机械化焊接的熔化焊方法,本标准不适用于全机械化或自动化焊接方法,全机械化或自动化焊接方法的焊工考试按照ISO14732标准执行。
针对ISO9606-1标准,通常每项考试一般只认可一种焊接方法,改变焊接方法需要进行新的考试,但以下情况除外:
(1)将熔化极活性气体保护焊实心焊丝(135)更改为熔化极活性气体保护焊金属粉芯焊丝(138)(或反之),不要求新的考试,详见标准第5.6条款中的表5。
(2)将实心焊丝埋弧焊(121)改为药芯焊丝埋弧焊(125)(或反之),不要求新的考试。
(3)实心焊丝钨极惰性气体保护焊(141)、药芯焊丝钨极惰性气体保护焊(143)或还原气体和实心填充材料钨极惰性气体保护焊(145)认可焊接方法141、钨极惰性气体保护焊(自熔)142、143或145,但142只认可142。
如图1所示的焊工资质证书中,焊工取得141焊工资质时,当企业有钨极惰性气体保护焊(自熔)142的产品需要进行焊接时,焊工不需要再取得142资质证书,这主要从操作难度方面进行考虑,因为普遍认为141的操作难度要高于自熔的142焊接方法,也就是标准中5.6条款所说的带填充材料的焊接认可不带填充材料的焊接,反之则不行;情况(2)提到的焊接方法121和125并非通常所指的埋弧自动焊,而是指半机械化焊接——在焊接过程中焊丝是自动送进的,焊枪的移动和工件的送进都是依靠手工来完成的;对于情况(1)中涉及的内容在老标准EN287-1中规定焊接方法135和熔化极活性气体保护焊非金属粉芯焊丝(136)可以互相认可,而新標准中则进行了变化,主要是考虑到135和138焊接方法均是采用气体进行保护,且都属于明弧焊接,焊接操作控制上基本一致,焊缝外观也比较相似,而136焊接方法则是属于气渣联合保护。
2.3 试件类型
该标准所涉及的试件类型有板材与板材的连接、管材与管材的连接、管材与板材的连接或其他类型的产品形式等。企业应根据产品实际类型及尺寸考虑以下3项准则:
(1)外径D>25 mm的管子上的焊缝认可板子上的焊缝。
(2)板子上的焊缝认可固定外径D≥500 mm的管子上的焊缝。
(3)对于焊接位置PA、PB、PC和PD,板子上的焊缝认可旋转外径D≥75 mm的管子上的焊缝。
上述3项准则主要是从管子直径角度考虑,一般认为管子直径越大、弧度越大时,焊接难度减小,相当于在平面进行焊接,如常见的风力发电塔筒的直径通常都较大,可以达到几米,塔筒在拼接时可以把它看作板材,在焊工考试时通常选择板材来进行考试而不选择管材。
2.4 焊缝种类
ISO9606-1标准中涉及的焊缝种类包括对接焊缝及角接焊缝(包括搭接及端接焊缝),覆盖范围依据下列准则进行考虑:
(1)对接焊缝认可任何接头类型上的对接焊缝,支管连接除外。
(2)对接焊缝不认可角焊缝,反之亦然。
(3)管子对接焊缝认可角度大于等于60°的支管接头,对支管焊缝而言,其认可范围以支管的外径为基础。
(4)如果生产中的焊缝类型不能被对接焊缝或角焊缝认可或支管连接小于60°时,如果有规定对此类焊工进行评定(例如产品标准),焊工应通过与生产中一致的焊缝类型考试。
必须强调的是:老标准EN287-1中规定对接焊缝是可以覆盖角接焊缝的,而ISO9606-1(2017)中规定对接焊缝和角接焊缝需要单独考试,不能互相覆盖。新标准主要考虑对接焊缝和角接焊缝的操作手法技巧是不一样的,另外特别是厚板单面焊双面成型的对接焊缝的第一道焊缝(小电流小电压)与角接焊缝的第一道焊缝(大电流大电压)的热输入差别比较大,这也与焊接工艺评定ISO15614-1一致[4]。
2.5 母材及填充材料种类
2.5.1 母材的选择
钢的熔化焊焊工考试标准ISO9606-1中,取消了以母材作为资质证书覆盖范围的要求,而将填充材料作为资质证书覆盖范围依据之一。虽然按照标准规定母材的选择不作为重点考虑因素,但这并不意味母材就不在考虑范围内了,选择项目时还是要着重考虑工艺的合理性如母材与焊材的匹配。图1中的焊工考试项目,使用的母材组别按照ISO15608[2]《钢的分类标记体系》归类为第8组(奥氏体不锈钢)材料,填充材料选择的奥氏体不锈钢焊接填充材料,从工艺角度来讲是合情合理的,但是从标准的角度来讲,也可以选择其他种类的不锈钢母材或者碳钢母材,只要按照考试标准的要求检验合格,该焊工都可获得合格的焊工资质证书。
2.5.2 焊接填充材料的选择
钢的熔化焊焊工考试标准ISO9606-1中,最大的变化就是将母材的替代转变为填充材料的替代,如表3所示。将填充材料分为6个组别,如FM1组别为非合金钢(碳钢)和细晶粒结构钢填充材料,属于此类填充材料的在表3中也给出了实例,如标准ISO2560为碳钢及细晶粒结构钢焊条电弧焊用焊条、ISO14341为碳钢及细晶粒结构钢MAG(135)用实心焊丝、ISO636为碳钢及细晶粒结构钢TIG(141)用实心焊丝和焊棒等,企业可以根据所购买焊丝的外包装上或材质单中的相关标准号来确认属于哪一类填充材料。
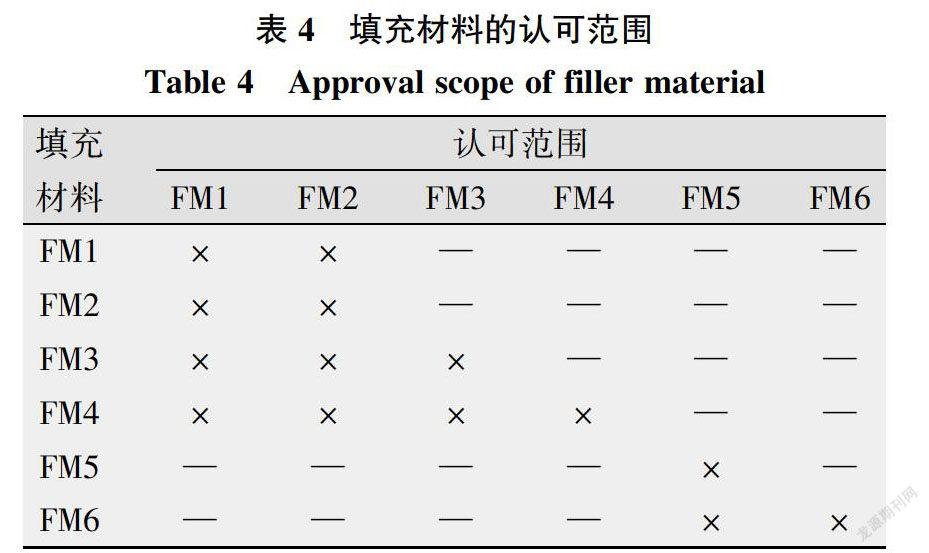
焊工获得了某组别中一种填充材料的认可,也就获得了该组别中所有填充材料和表4 规定的其他组别填充材料的认可,比如当焊工取得具有FM1组别的焊工资质证书时,此焊工也就同时具有了焊接FM2组别填充材料的认可。由表4可知,对于填充材料FM1和FM2组别可以互相认可,比如某企业在实际生产时,焊材种类既有碳钢ER-50的焊丝又有高强钢ER-80的焊丝,那么根据表4的覆盖范围,企业只需要选择两种焊丝中的一种取得焊工资质即可。又如图1中的焊工资质,该资质中涉及的填充材料属于不锈钢填充材料组别FM5,在实际生产中如果该企业有不同于该资质情况,如不同于考试的其他类型的不锈钢填充材料、不锈钢母材种类与焊工资质中的母材种类不同、母材是碳钢及不锈钢的异种钢焊接,该资质仍然有效,均不需要再重新取得焊工资质证书。
2.6 尺寸的覆盖范围
企业的产品中多数以板材和管材为主且会涉及到不同的材料厚度和管外径,所涉及的焊缝类型包括对接焊缝和角接焊缝,在2.4节中提到对接焊缝和角接焊缝不能互相覆盖,所以在考虑焊工考试项目时应着重考虑对接焊缝熔覆金属厚度覆盖范围、角接焊缝厚度覆盖范围以及管子直径覆盖范围。
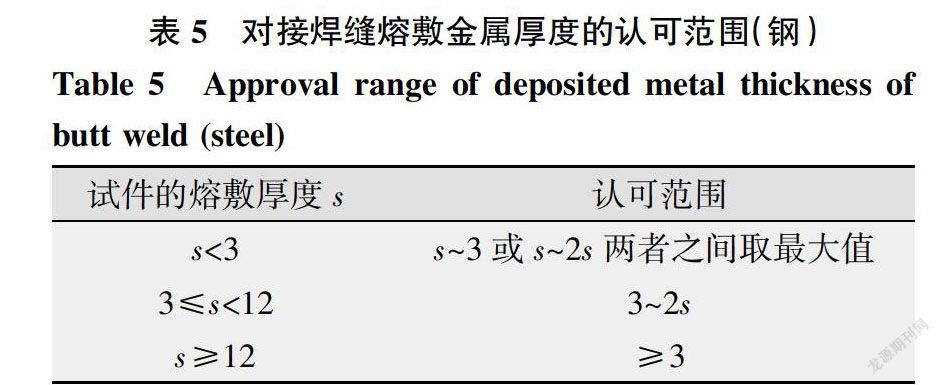
2.6.1 对接焊缝熔覆金属厚度覆盖范围
在钢的熔化焊焊工考试标准ISO9606-1中,将之前的EN287-1标准中对接焊缝以母材厚度的替代更改為以熔敷金属的厚度s(熔覆金属厚度是指除余高以外部分熔覆金属的厚度,全熔透情况下则等于母材厚度)为覆盖范围的依据之一,如表5所示,这种情况也说明了焊工在对接焊缝考试过程中,无论采用何种板厚进行焊接,所考虑的不再是母材的厚度而是熔敷金属的厚度,如焊工考试采用t=14 mm的对接焊缝,而实际焊接时熔深只要求达到s=10 mm即可,则认可范围按熔敷金属厚度10 mm计算,按照表5认可范围就是3~20 mm。另外一种情况,对于全熔透对接焊缝而言,熔敷金属的厚度就等于母材厚度,也就是说焊工考试时,若焊工考取一个1 mm及一个12 mm的全熔透对接焊缝,则认可范围为大于等于1 mm所有的板材对接全熔透焊缝[5]。
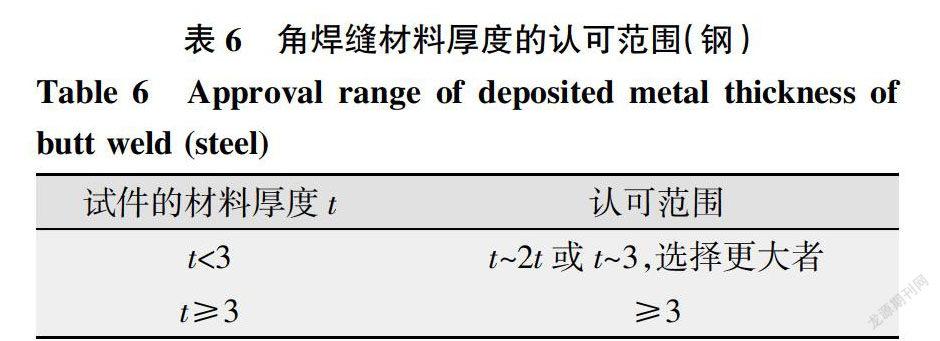
2.6.2 角接焊缝厚度覆盖范围
角接焊缝的认可范围仍然以母材的厚度作为资质证书覆盖范围的依据之一,但是不同之处在于对于板厚t<3 mm的板材,ISO9606-1的最新标准中对于认可的范围有所变化,认可范围如表6所示,例如考试试件选择尺寸2 mm,认可范围为2~4或者2~3 mm,根据最新规定可以选择最大覆盖范围为2~4 mm。在实际应用中如某企业角焊缝尺寸有1 mm、1.5 mm、8 mm三种,那么在焊工考试项目制定时选择一个焊工考试项目是无法满足要求的,可选择两个考试项目:一个1 mm的角接焊缝(覆盖范围1~3 mm),这样1.5 mm材料就在范围内;再选择一个8 mm的角焊缝(覆盖范围为≥3 mm),8 mm材料就在范围内了。
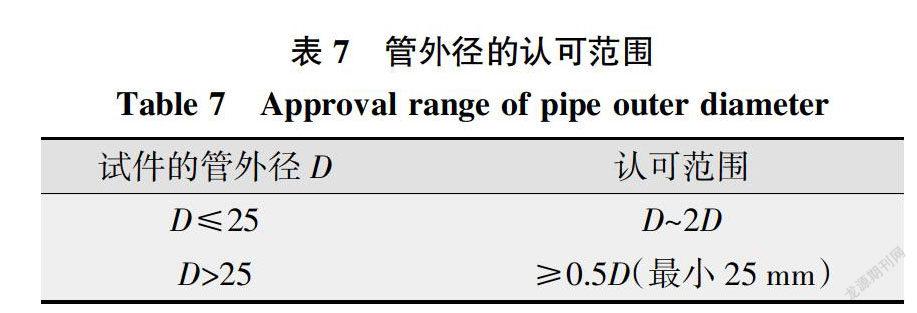
2.6.3 管子直径覆盖范围
管子直径的认可范围是以管外径作为资质证书覆盖范围的依据,覆盖范围如表7所示,需强调的是当管子外径D>25 mm时,应该考虑如何理解表7中认可范围中括号内的最小25 mm。比如考试时选择管径为60 mm,根据表7认可范围为≥30 mm;若选择管外径为40 mm时,根据表7确认覆盖范围为≥20 mm,但实际上应为≥25 mm。另外应注意的是,根据标准中的第6.2条款,在管子考试时,从检验角度来讲,为了满足检验长度要求,如果管子周长小于150 mm(管径23~47 mm),需要增加考试试件数量,但试件数量不得超过3个。
2.7 焊接位置
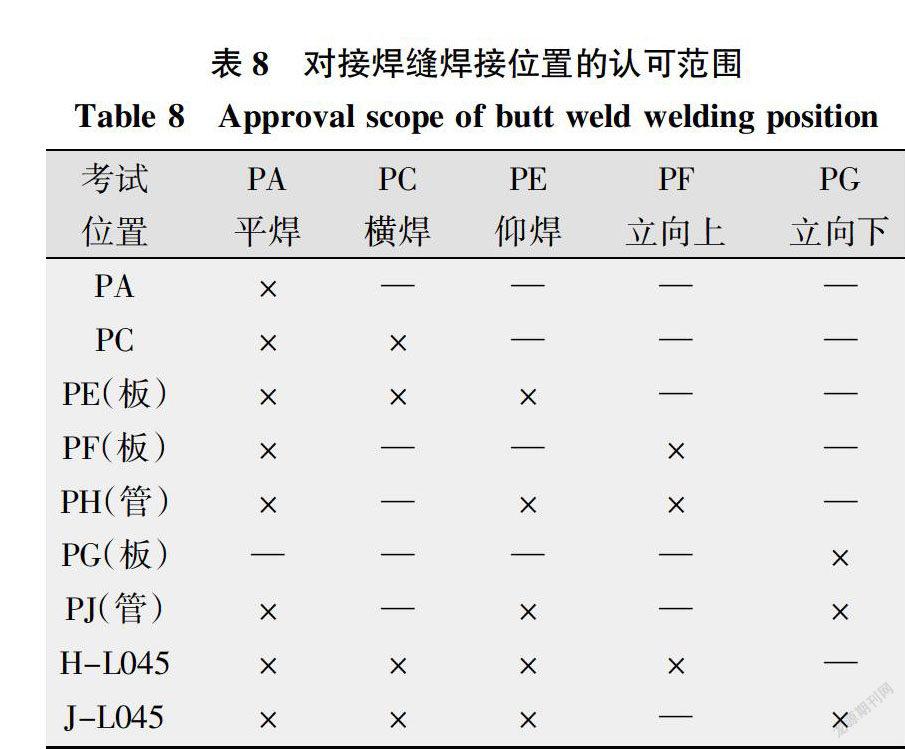
钢的熔化焊焊工考试标准ISO9606-1中,焊接位置的认可范围发生了变化,如表8所示,焊接位置的表示方法依据ISO6947[3]。企业在焊接产品时,通常会考虑利用翻转装置将焊接位置控制在平焊(PA)位置,降低焊接操作难度及提高效率并保证产品质量;但对于某些特殊产品可能无法翻转,就会涉及到立焊(PF)或仰焊(PE)等难度较高的焊接位置,所以企业在选择焊工考试项目时应根据焊接位置的认可范围,选择产品中难度相对较高的一个进行即可,但必须注意的是(见表8)全位置(PH)可以覆盖PA、PF和PE,但是从实用性的角度考虑,如果实际产品中仅有个别焊接位置如PA和PF,则选择PF焊接考试位置(可以覆盖PA)即可,而没有必要选择难度较高的PH,虽然PH覆盖范围较广,但可能会导致焊工未曾接触过而增加学习时间及成本。
角接焊缝的焊接位置主要涉及平角焊(PB)、立角焊(PF)和仰角焊(PD),在此标准中规定,立角焊PF和仰角焊PD不能互相覆盖,且立角焊PF和仰角焊PD分别都只能够覆盖平角焊PB。
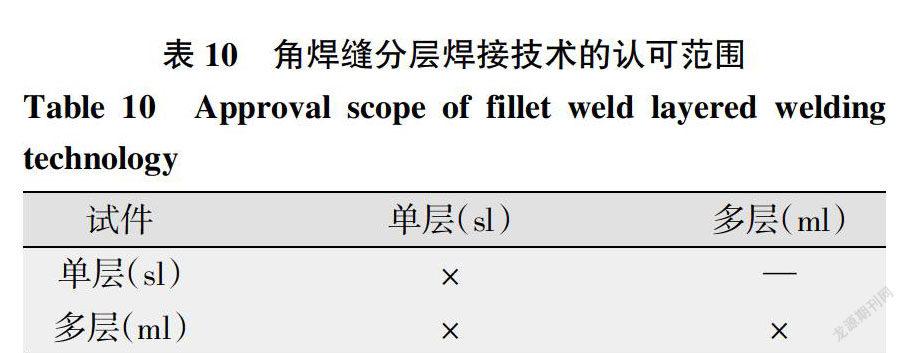
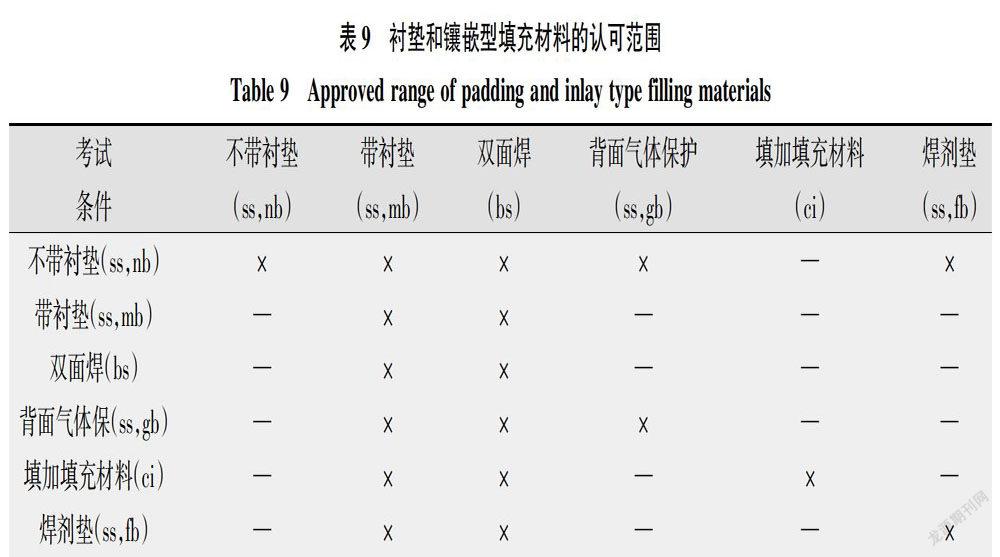
2.8 焊缝细节
焊缝的细节主要是从两个方面进行考虑:一是针对对接焊缝,主要考虑是否增加衬垫等,从操作难度角度来进行考虑,如表9所示,当焊工考试不带衬垫ss nb(单面焊双面成型),可以覆盖带衬垫ss mb及双面焊bs等,反之不行。二是针对角接焊缝,从层道数方面进行考虑,按照表10所示,多道焊缝(ml)可以覆盖单道焊缝(sl),但单道焊缝不能覆盖多道焊缝(ml)。
3 结论
为适应国内企业国际化需求,国内以焊接为主的行业如轨道车辆行业陆续都通过了EN15085《轨道车辆以及车辆部件的焊接》焊接生产制造资格认证、钢结构制造企业陆续通过了EN1090-2《钢结构的生产制造》焊接生产制造资格认证等,这些资质认证的前提条件就是人员资质要求,其中一项非常重要的人员资质就是企业从事焊接生产的焊工需要按照ISO9606标准取得相应的焊工资格证书,企业焊接工程师或技术人员应当了解认识ISO9606-1(2017)标准的内容,可以更好地选择合理恰当的焊工考试项目,以满足企业国际化认证的需求以及客户要求,达到最佳的经济性以及最少的消耗。
參考文献:
[1] ISO9606-1:2017,Qualification testing of welders-Fusionwelding-Part 1:Steels.
[2] ISO15608:2013,Welding—Guidelines for a metallic ma-terials grouping system.
[3] ISO6947:2011,Welding and allied processes—Weldingpositions.
[4] 邵辉. 钢与铝熔化焊焊工考试标准解析[J]. 焊接,2016(6):66-68.
[5] ISO15614-1:2017,Specification and qualification of wel-ding procedures for metallic materials-Welding proceduretest—Part 1:Arc and gas welding of steels and arc weldingof nickel and nickel alloys.
热门文章
-
迈希泽|EAD130186-00-0603认证/三维钣钉
2026年6月10日
-
迈希泽|钻尾螺丝ETA认证
2026年5月22日
-
迈希泽 | 焊钉(剪力钉 / 螺柱)ETA 认证
2026年4月29日
-
迈希泽|加拿大CCMC建筑产品审批认证
2026年4月17日
-
迈希泽|整车wvta认证
2026年4月16日
-
EN 13823 – SBI – 建筑产品火灾反应测试
2026年4月12日
-
迈希泽|纯电车 VECTO 计算:合规速算指南
2026年4月10日
-
迈希泽|植筋胶 ETA 认证
2026年4月10日
-
迈希泽|CCMC认证|加拿大建筑材料中心
2026年4月10日
-
迈希泽|通风外墙包覆套件,包括金属蜂窝面板及其相关固定件ETA认证服务
2026年4月8日
 获取更多资讯
获取更多资讯
